NDT Terminology
|
|
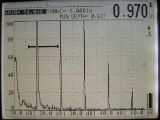
Ultrasonic Testing
In ultrasonic testing, ultra-high
frequency sound waves are transmitted into a material to
detect imperfections within the material, or changes in
material properties. The pulse echo technique is
accomplished by introducing sound into the test object and
reflections (echoes) are returned to a receiver from
internal imperfections or from geometrical surfaces of the
part. It is typically used to detect subsurface defects, or
defects originating from surfaces not accessible without
disassembly or removal. It can also be used to detect
laminations, lack of fusion, and corrosion of various
materials.
|
|
|
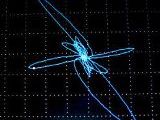
Eddy Current
With the eddy current method, electrical currents are generated into
a conductive material by an induced, varying magnetic field.
Imperfections or changes in a material’s conductive properties cause
interruptions in the flow of these electrical (eddy) currents. This
results in changes in the induced magnetic field, which is
monitored, and indicates the presence of a change in the test
object. The eddy current method is used extensively to inspect
aircraft skin and structure for very small surface breaking flaws
and can successfully detect sub-surface discontinuities. This
methodology is also used in the sorting of metal alloys as well as
precisely determining the thickness of various coatings.
|
|

|
Visual Inspection
The oldest and most common method of NDT, visual examination has
numerous applications. It has even been traced back to the book of
Genesis! Visual techniques are used in conjunction with all other
NDT methods, but may be used as the primary inspection method. The
inspection of a turbine engine hot section using flexible or rigid
borescopes is an example of the visual testing method.
|
|

|
Magnetic Particle
Magnetic Particle inspection is conducted on ferro-magnetic material
by inducing a magnetic field into the test part and coating the
surface with iron particles (either dry or suspended in a liquid).
Surface imperfections will distort the magnetic field causing an
accumulation of the iron particles near imperfections, thus
indicating their presence.
|
|

|
Liquid Penetrant
Liquid penetrant inspections are only able to detect surface
breaking flaws.
The specimen is coated with a fluorescent or visible dye solution.
After a specified dwell time, the excess penetrant is removed from
the surface. Often, a developer is applied to help draw penetrant
out of imperfections open to the surface, making them much more
visible. With fluorescent penetrants, an ultraviolet lamp causes the
indications to fluoresce brightly, greatly increasing the visibility
of the flaw. Liquid penetrant inspections are only able to detect
surface breaking flaws.
|
|
|
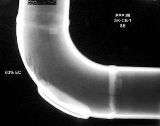
Radiography
An X-ray machine, or radioactive isotope is used as a source of
radiation. The radiation is directed through the test part and onto
a recording media (often film). When the film is developed, a
radiograph is obtained that can show the internal condition of a
part. Possible imperfections show up as density changes (a
difference in blackening between two adjacent areas) in the film.
Cracks, porosity, lack of fusion and tungsten inclusions in welds
are but a few of the examples of possible flaws that may be
revealed.
|
|